"VTS" Vademecum Tworzyw Sztucznych i Gumy -Magazyn Branżowy
(ISSN 1640-6478) 1/2004 str.17-19
Kilkanaście lat temu pojawiła się bardzo obiecująca technologia produkcji kształtek wtryskowych pustych w środku. Jak inne szybko rozwijające się nowe metody, pojawiły się mniej lub bardziej różnorodne odmiany i rozwinięcia wraz z różnymi nazwami i skrótami tych nazw. Można ją zastosować dodając pewne urządzenia oraz trochę przerabiając formy. Uzyskuje się natomiast duże korzyści; zmniejszenie kosztów, zwiększenie wydajności ale przede wszystkim uzyskanie powierzchni bez zapadnięć których, w tym stopniu, nie można uzyskać żadną inną metodą. Bez tej technologii nie można obecnie wyobrazić sobie produkcji obudów telewizorów i monitorów.
Pojęcie: formowanie wtryskowe wspomagane
gazem, można w bardzo szerokim znaczeniu objąć starszą technologię wtrysku
spienionych tworzyw termoplastycznych. Ta prekursorska metoda miała swój największy
rozwój około 10 lat wcześniej, w latach siedemdziesiątych. Były dwie
odmiany procesu: stosowanie dodatku poroforów do granulatu tworzywa sztucznego
lub dodatek gazu obojętnego, azotu, w fazie plastyfikacji. Przy sprężaniu
powietrza tlen powoduje nadpalenie tworzywa sztucznego ( widać to przy
braku odpowietrzenia w formie przy klasycznym wtrysku ). Pierwszy sposób przyjął
się w Europie natomiast drugie rozwiązanie zastosowano powszechnie w Stanach
Zjednoczonych i jest tam stosowany szerzej do dzisiaj. Ta druga metoda jest
najbardziej zbliżona do jednej z podstawowych
odmian wtrysku wspomaganego gazem. W metodzie spieniania gaz był dostarczany w
sposób ciągły do tworzyw w fazie plastyfikacji natomiast w metodzie
otrzymywania kształtek z pustą przestrzenią gaz wpływa do dyszy wtryskowej w
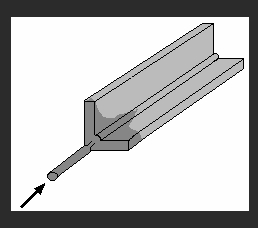
sposób sekwencyjny w kolejności którą przedstawiają następujące schematy:
Etap I: Rozpoczyna się klasyczny wtrysk,
stopione tworzywo sztuczne zaczyna wypełniać formę.

Etap II: Wtrysk tworzywa jest
kontynuowany do czasu aż zostaje wypełniona znaczna część gniazda formy,
następnie zostaje zatrzymany.

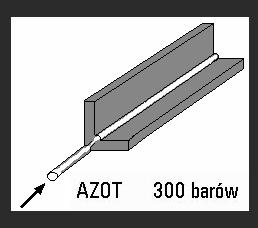
Etap III: W dyszy wtryskowej otwiera się
droga dla gazu pod ciśnieniem podobnym jakie występuje w fazie wtrysku
termoplastu. Gaz zaczyna przesuwać tworzywo do wnętrza gniazda formującego
jednocześnie otwierając kanał wokół którego zostają ścianki z zakrzepłego
tworzywa.
Etap
IV: Sprężony gaz powoduje całkowite wypełnienie formy tworzywem sztucznym.
Ciśnienie gazu dociska tworzywo do ścianek gniazda i to w sposób znacznie
lepszy niż za pośrednictwem stopionego materiału ( mniejszy spadek ciśnienia
w zależności od odległości od dyszy wtryskarki).
Tworzywo zestala się całkowicie.
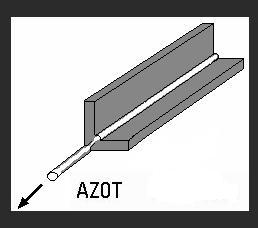
Etap V: Ciśnienie gazu zostaje zredukowane
przez otwarcie drogi zwrotnej. Gaz jest oczyszczany i zawracany do obiegu a następnie
na powrót sprężany.
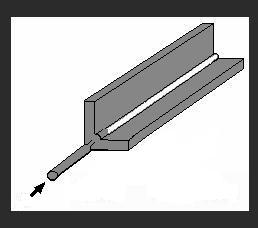
Etap VI: Etap ten nie występuje zawsze, i
polega na wprowadzeniu niewielkiej porcji tworzywa w celu zamknięcia kanału
wlotowego do pustej przestrzeni wewnątrz kształtki wtryskowej. W wersji metody
z doprowadzeniem bezpośrednio gazu tylko do wnętrza gniazda ten etap oczywiście
nie występuje.
Zostańmy jeszcze przy
wtrysku spienionym . Miał on następujące ograniczenia; stosowane duże
przekroje ścian ( to było ważną zaletą ) powodowało niezbyt dużą wydajność,
bo cykl chłodzenia był stosunkowo długi. Powierzchnia kształtki miała
fakturę bardziej lub, często niestety, mniej podobną do drewna, co wymagało
malowania. Wtryskarki winny być specjalizowane; potrzebny był akumulator
hydrauliczny do dużej szybkości wtrysku, powiększone przestrzenie mocujące
form ( ze względu na mniejszą siłę zamknięcia formy) i sterowana
hydraulicznie dysza wtryskowa. Stosowano jednak także wtryskarki uniwersalne. W
Polsce produkowano w tej technologii sprzęt, jeszcze wtedy nie nazywany
„audio”, magnetofony i gramofony. Zalety to: też brak zapadnięć
nawet przy bardzo grubych ściankach, tłumienie wibracji, prosta konstrukcja
form i mała siła ich zamknięcia.
Metodę wtryskiwania wewnątrz pustych kształtek
z udziałem gazu w USA nazywa się zwykle „Gas Asisted Injection Molding”
i używa skrótu GAIM , modyfikacje tej nazwy to GAM, GAI. Czasem używa się
nazwy Gas Injection Technology (GIT) lub Gasinnendruck-Technik ( j. niem. ). Jeżeli
stosuje się technikę wtrysku przez dyszę wtryskarki to tylko ta część
maszyny wymaga wymiany i dostosować musimy tylko w tym względzie wtryskarkę
uniwersalną. Gdy zastosujemy inną odmianę wtrysku z wspomaganiem gazem to
znaczy doprowadzimy gaz bezpośrednio do gniazd formy, we wtryskarce
(uniwersalnej) nie robimy nic poza podłączeniem sterowania.
W
każdym przypadku, musimy posiadać moduł sterowania sekwencjami fazy wtrysku,
docisku, wypełniania gazem i jego odzysku. Zwykle osobne urządzenie to
kompresor do zasilania instalacji w azot sprężony do ciśnienia od 200 do 500
barów. Zasilanie z butli jest mało efektywne gdyż jest w nich tylko 150 barów
czyli po sprężeniu do ciśnienia roboczego objętość zmniejsza się
dwukrotnie. Niezbędne jest odzyskiwanie uprzednio oczyszczonego gazu. W dużych
instalacjach efektywne będzie zasilanie ciekłym azotem. Powszechnie stosuje się
jednak urządzenia wytwarzające azot na miejscu z powietrza metodami
membranowymi.
W formach, doprowadza się sprężony azot
zaworami z ruchomą lub nieruchomą iglicą. Gaz może być wprowadzany do kanałów
wlewowych, ale najczęściej bezpośrednio do gniazd formujących.
Rozwiązania konstrukcyjne zaworów,
zasilaczy, sterowania i oprzyrządowania towarzyszącego są tajemnicami
chronionymi przez dostawców, których nie ma zbyt wielu.
Niedawno zaprezentowaną odmianą jest metoda
o nazwie Airpress III polegająca
na wypełnieniu całych gniazd form stopionym tworzywem sztucznym i po pewnym
przetrzymaniu, dla uzyskania grubszych ścianek kształtki, następuje
wprowadzenie gazu od strony przeciwnej niż wtrysk. Azot wypycha nadmiar
tworzywa i zapewnia optymalny docisk, doskonałe odwzorowanie powierzchni formy,
uzyskanie sztywnej postaci przy krótkim cyklu procesu.
Pokazane dwa przykłady to typowe
zastosowania: uchwyt i grubościenny element.
Najważniejszymi zaletami są:
§
Całkowite
wyeliminowanie zapadnięć. Kształtka idealnie odwzorowuje powierzchnię formy.
Tak dobrego efektu estetycznego nie można uzyskać inną metodą. Przykład: do
maskownicy telewizora mocuje się ciężki kineskop a na powierzchni zewnętrznej
nie ma żadnych śladów grubych żeber.
§
Wyeliminowanie
deformacji, wypaczeń kształtu znaczne zwiększenie sztywności.
§
Zmniejszenie
linii łączenia materiału.
§
Zmniejszenia
zużycia tworzywa sztucznego nawet o 50%.
§
Prostsza
konstrukcja wyrobu, nie jest konieczne utrzymanie jednakowej lub zbliżonej
grubości ścianek.
§
Prostsza
konstrukcja formy.
§
Zwiększenie
wydajności przez skrócenie cyklu.
§
Prosta i
tania poprawa formy w przypadku przejścia z klasycznego wtrysku na wspomagany
gazem.
§
Zmniejszenie
skurczu.
§
Łatwiejsze
uzyskanie powtarzalności procesu.
Oto w jakich
dziedzinach formowanie wtryskowe wspomagane gazem znalazło szczególnie
szerokie zastosowanie i na jakiego typu detale:
§
Obudowy,
maskownice sprzętu audio – video; telewizory i monitory.
§
Wszelkiego
typu elementy dekoracyjne lub o wysokiej estetyce, szczególnie metalizowane lub
malowane: w motoryzacji, wyposażeniu łazienek.
§
Różnego
typu uchwyty, wieszaki które winny być sztywne, lekkie i estetyczne.
§
W
motoryzacji; panele, maskownice, dzwignie, obudowy luster, oparcia i uchwyty.
Firmy dostarczające kompletny zestaw
urządzeń do tej metody także służą próbami, konsultacjami, szkoleniem
oraz komputerowym wspomaganiem projektowania z symulacją procesu ( C-Mold,
C-Gasflow itp.).
Technologia wtryskiwania wspomagana gazem jest
ciągle nie do końca wykorzystanym kluczem do sukcesu.
Zdzisław
Filipowski